



Dimanta stieples griešanas tehnoloģija ir pazīstama arī kā konsolidācijas abrazīvā griešanas tehnoloģija. Tā ir dimanta abrazīva materiāla galvanizācijas vai sveķu savienošanas metodes izmantošana, kurā dimanta abrazīvs tiek konsolidēts uz tērauda stieples virsmas, dimanta stieplei tieši iedarbojoties uz silīcija stieņa vai silīcija stieņa virsmu, lai radītu slīpēšanu un panāktu griešanas efektu. Dimanta stieples griešanai ir raksturīgs liels griešanas ātrums, augsta griešanas precizitāte un zemi materiāla zudumi.
Pašlaik dimanta stieples griešanas silīcija plākšņu monokristālu tirgus ir pilnībā pieņemts, taču reklāmas procesā ir saskāries arī ar samta baltumu, starp kuriem visbiežāk sastopamā problēma ir samta baltums. Ņemot to vērā, šajā rakstā galvenā uzmanība pievērsta tam, kā novērst dimanta stieples griešanas monokristāliskā silīcija plākšņu samta baltuma problēmu.
Dimanta stieples griešanas monokristāliskā silīcija vafeles tīrīšanas process ir ar stieples zāģa darbgaldu sagrieztās silīcija vafeles noņemšana no sveķu plāksnes, gumijas sloksnes noņemšana un silīcija vafeles tīrīšana. Tīrīšanas iekārtas galvenokārt ir priekštīrīšanas mašīna (attīrīšanas mašīna) un tīrīšanas mašīna. Priekštīrīšanas mašīnas galvenais tīrīšanas process ir: padeve-izsmidzināšana-izsmidzināšana-ultraskaņas tīrīšana-attīrīšana-skalošana ar tīru ūdeni-nepietiekama padeve. Tīrīšanas mašīnas galvenais tīrīšanas process ir: padeve-skalošana ar tīru ūdeni-skalošana ar tīru ūdeni-mazgāšana ar sārmiem-mazgāšana ar sārmiem-skalošana ar tīru ūdeni-skalošana ar tīru ūdeni-skalošana ar tīru ūdeni-priekšdehidratācija (lēna pacelšana)-žāvēšana-padeve.
Monokristāla samta izgatavošanas princips
Monokristāliskā silīcija plāksnei raksturīga anizotropiska korozija. Reakcijas princips ir šāds ķīmiskās reakcijas vienādojums:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
Būtībā zamšādas veidošanās process ir šāds: NaOH šķīdums dažādiem kristāla virsmas korozijas ātrumiem, (100) virsmas korozijas ātrums ir lielāks nekā (111) virsmas korozijas ātrums, tāpēc (100) uz monokristāliskā silīcija plāksnes pēc anizotropas korozijas galu galā uz virsmas veidojas (111) četrstūru konuss, proti, "piramīdas" struktūra (kā parādīts 1. attēlā). Pēc struktūras izveidošanās, kad gaisma krīt uz piramīdas slīpuma noteiktā leņķī, gaisma atstarojas uz slīpuma citā leņķī, veidojot sekundāru vai lielāku absorbciju, tādējādi samazinot atstarošanos uz silīcija plāksnes virsmas, tas ir, gaismas slazdošanas efektu (sk. 2. attēlu). Jo labāks ir "piramīdas" struktūras izmērs un vienmērīgums, jo izteiktāks ir slazdošanas efekts un jo mazāks ir silīcija plāksnes virsmas emisijas ātrums.
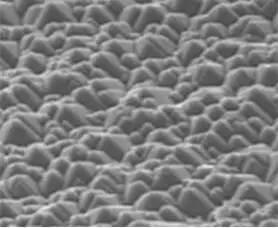
1. attēls: Monokristāliskā silīcija vafeles mikromorfoloģija pēc sārmu ražošanas
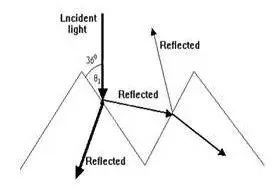
2. attēls: “Piramīdas” struktūras gaismas slazda princips
Monokristālu balināšanas analīze
Ar baltās silīcija plāksnes skenējošā elektronmikroskopa palīdzību tika konstatēts, ka baltās plāksnes piramīdas mikrostruktūra šajā apgabalā praktiski nebija izveidojusies, un uz virsmas, šķiet, bija "vaska" atlikumu slānis, savukārt zamšādas piramīdas struktūra tās pašas silīcija plāksnes baltajā apgabalā bija izveidojusies labāk (sk. 3. attēlu). Ja uz monokristāliskā silīcija plāksnes virsmas ir atlikumi, uz virsmas būs atlikušās "piramīdas" struktūras lieluma un vienmērīguma veidošanās laukums, un normālā laukuma ietekme ir nepietiekama, kā rezultātā atlikušās samta virsmas atstarošanās spēja ir augstāka nekā normālā laukumā, un apgabals ar augstu atstarošanās spēju salīdzinājumā ar normālo laukumu vizuāli tiek atstarots kā balts. Kā redzams no baltā laukuma sadalījuma formas, tas nav regulārs vai regulāras formas plašā apgabalā, bet tikai lokālos apgabalos. Iespējams, ka lokālie piesārņotāji uz silīcija plāksnes virsmas nav notīrīti vai arī silīcija plāksnes virsmas situāciju ir izraisījis sekundārais piesārņojums.
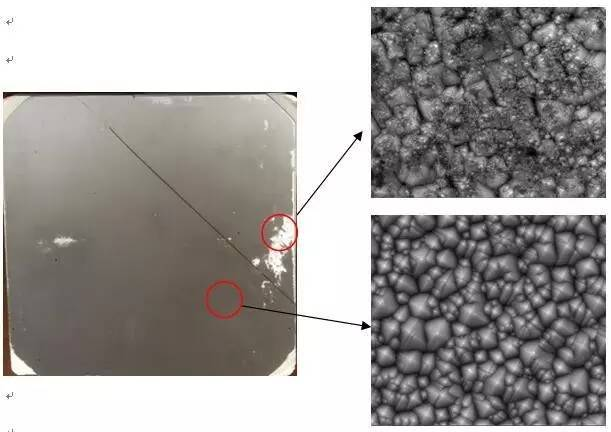
3. attēls: Reģionālo mikrostruktūras atšķirību salīdzinājums samta baltā silīcija plāksnēs
Dimanta stieples griešanas silīcija plāksnes virsma ir gludāka un bojājumi ir mazāki (kā parādīts 4. attēlā). Salīdzinot ar javas silīcija plāksni, sārma un dimanta stieples griešanas silīcija plāksnes virsmas reakcijas ātrums ir lēnāks nekā javas griešanas monokristāliskā silīcija plāksnei, tāpēc virsmas atlikumu ietekme uz samta efektu ir acīmredzamāka.
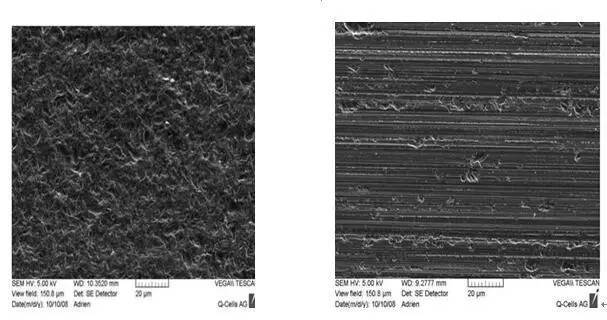
4. attēls: (A) Ar javu grieztas silīcija plāksnes virsmas mikroattēls (B) Ar dimanta stiepli grieztas silīcija plāksnes virsmas mikroattēls
Galvenais dimanta stieples grieztās silīcija vafeļu virsmas atlikušais avots
(1) Dzesēšanas šķidrums: dimanta stieples griešanas dzesēšanas šķidruma galvenās sastāvdaļas ir virsmaktīvās vielas, disperģējošās vielas, atkausēšanas līdzekļi, ūdens un citas sastāvdaļas. Griešanas šķidrumam ir lieliskas īpašības, laba suspensija, dispersija un viegla tīrīšanas spēja. Virsmaktīvām vielām parasti ir labākas hidrofilas īpašības, kuras ir viegli notīrīt silīcija plāksnes tīrīšanas procesā. Šo piedevu nepārtraukta maisīšana un cirkulācija ūdenī rada lielu daudzumu putu, kā rezultātā samazinās dzesēšanas šķidruma plūsma, kas ietekmē dzesēšanas veiktspēju un rada nopietnas putu un pat putu pārplūdes problēmas, kas nopietni ietekmē lietošanu. Tāpēc dzesēšanas šķidrumu parasti lieto kopā ar putu slāpēšanas līdzekli. Lai nodrošinātu putu slāpēšanas veiktspēju, tradicionālais silikons un poliēteris parasti ir slikti hidrofili. Šķīdinātājs ūdenī ļoti viegli adsūcas un paliek uz silīcija plāksnes virsmas turpmākās tīrīšanas laikā, kā rezultātā rodas baltu plankumu problēma. Un tas nav labi saderīgs ar dzesēšanas šķidruma galvenajām sastāvdaļām, tāpēc tas ir jāsagatavo divās daļās, galvenās sastāvdaļas un putu novēršanas līdzekļi tiek pievienoti ūdenim, lietošanas procesā, atkarībā no putu situācijas, nav iespējams kvantitatīvi kontrolēt putu novēršanas līdzekļu lietošanu un devu, var viegli izraisīt putu novēršanas līdzekļu pārdozēšanu, kā rezultātā palielinās atlikumu daudzums uz silīcija plāksnes virsmas, to ir arī neērtāk lietot, tomēr izejvielu un putu novēršanas līdzekļu izejvielu zemās cenas dēļ lielākā daļa vietējo dzesēšanas šķidrumu izmanto šo formulas sistēmu; citā dzesēšanas šķidrumā tiek izmantots jauns putu novēršanas līdzeklis, tas var būt labi saderīgs ar galvenajām sastāvdaļām, bez piedevām, var efektīvi un kvantitatīvi kontrolēt tā daudzumu, var efektīvi novērst pārmērīgu lietošanu, vingrinājumi ir arī ļoti ērti veicami, ar pareizu tīrīšanas procesu tā atlikumus var kontrolēt līdz ļoti zemam līmenim, Japānā un daži vietējie ražotāji pieņem šo formulas sistēmu, tomēr augsto izejvielu izmaksu dēļ tās cenas priekšrocība nav acīmredzama.
(2) Līmes un sveķu versija: dimanta stieples griešanas procesa vēlākā posmā silīcija plāksne ienākošajā galā ir iepriekš pārgriezta, silīcija plāksne izejošajā galā vēl nav pārgriezta, sākotnēji grieztā dimanta stieple ir sākusi griezt gumijas slāni un sveķu plāksni, tā kā gan silīcija stieņa līme, gan sveķu plāksne ir epoksīdsveķu izstrādājumi, to mīkstināšanas temperatūra pamatā ir no 55 līdz 95 ℃, ja gumijas slāņa vai sveķu plāksnes mīkstināšanas temperatūra ir zema, tā griešanas procesā var viegli sakarst un kļūt mīksta un izkususi, piestiprinoties pie tērauda stieples un silīcija plāksnītes virsmas, samazinot dimanta līnijas griešanas spēju, vai arī silīcija plāksnītes tiek uztvertas un notraipītas ar sveķiem, pēc piestiprināšanas tās ir ļoti grūti nomazgāt, šāds piesārņojums galvenokārt rodas silīcija plāksnītes malas tuvumā.
(3) Silīcija pulveris: griešanas ar dimanta stiepli procesā rodas daudz silīcija pulvera, un griešanas laikā javas dzesēšanas šķidruma pulvera saturs arvien palielināsies. Kad pulveris ir pietiekami liels, tas pielips pie silīcija virsmas. Griezot ar dimanta stiepli, silīcija pulvera izmērs un izmērs atvieglos tā adsorbciju uz silīcija virsmas un apgrūtinās tīrīšanu. Tāpēc jānodrošina dzesēšanas šķidruma atjaunināšana un kvalitāte, kā arī jāsamazina pulvera saturs dzesēšanas šķidrumā.
(4) tīrīšanas līdzeklis: pašreizējie dimanta stieples griešanas ražotāji galvenokārt vienlaikus izmanto javas griešanu, galvenokārt javas griešanas priekšmazgāšanu, tīrīšanas procesu un tīrīšanas līdzekli utt. Viena dimanta stieples griešanas tehnoloģija no griešanas mehānisma, veidojot pilnīgu līnijas, dzesēšanas šķidruma un javas griešanas komplektu, ir ļoti atšķirīga, tāpēc atbilstošais tīrīšanas process, tīrīšanas līdzekļa deva, formula utt. ir jāpielāgo dimanta stieples griešanai, veicot atbilstošus pielāgojumus. Tīrīšanas līdzeklis ir svarīgs aspekts, sākotnējā tīrīšanas līdzekļa formula virsmaktīvā viela, sārmainība nav piemērota dimanta stieples griešanas silīcija plāksnes tīrīšanai, dimanta stieples silīcija plāksnes virsmai un virsmas atlikumiem jābūt mērķtiecīgai tīrīšanas līdzekļa sastāvam un jāņem vērā tīrīšanas process. Kā minēts iepriekš, javas griešanai nav nepieciešams putu novēršanas līdzekļa sastāvs.
(5) Ūdens: dimanta stieples griešanas, iepriekšējas mazgāšanas un tīrīšanas pārplūdes ūdens satur piemaisījumus, tas var adsorbēties uz silīcija plāksnes virsmas.
Samaziniet problēmu, kas saistīta ar samtainu matu balināšanu, šķiet, ka ieteikumi
(1) Lai izmantotu dzesēšanas šķidrumu ar labu dispersiju, un dzesēšanas šķidrumam ir jāizmanto putu noņemšanas līdzeklis ar zemu atlikumu daudzumu, lai samazinātu dzesēšanas šķidruma komponentu atlikumus uz silīcija plāksnes virsmas;
(2) Izmantojiet piemērotu līmi un sveķu plāksni, lai samazinātu silīcija vafeļu piesārņojumu;
(3) Dzesēšanas šķidrumu atšķaida ar tīru ūdeni, lai nodrošinātu, ka izmantotajā ūdenī nav viegli piemaisījumu;
(4) Dimanta stieples griezuma silīcija vafeļu virsmai izmantojiet piemērotāku tīrīšanas līdzekli ar aktivitātes un tīrīšanas efekta rādītājiem;
(5) Izmantojiet dimanta līnijas dzesēšanas šķidruma tiešsaistes atgūšanas sistēmu, lai samazinātu silīcija pulvera saturu griešanas procesā un efektīvi kontrolētu silīcija pulvera atlikumus uz silīcija plāksnītes virsmas. Vienlaikus tas var arī uzlabot ūdens temperatūru, plūsmu un laiku priekšmazgāšanas laikā, lai nodrošinātu, ka silīcija pulveris tiek mazgāts laikā.
(6) Kad silīcija plāksne ir novietota uz tīrīšanas galda, tā nekavējoties jāapstrādā un visa tīrīšanas procesa laikā silīcija plāksnei jābūt mitrai.
(7) Silīcija plāksne atdalīšanas procesā uztur virsmu mitru un nevar dabiski izžūt. (8) Silīcija plāksnes tīrīšanas procesā pēc iespējas jāsamazina tās atrašanās laiks gaisā, lai novērstu "ziedu" veidošanos uz silīcija plāksnes virsmas.
(9) Tīrīšanas personāls visa tīrīšanas procesa laikā nedrīkst tieši saskarties ar silīcija plāksnes virsmu un valkā gumijas cimdus, lai neradītu pirkstu nospiedumus.
(10) Atsaucē [2] akumulatora galā tiek izmantots ūdeņraža peroksīda H2O2 + sārma NaOH tīrīšanas process tilpuma attiecībā 1:26 (3% NaOH šķīdums), kas var efektīvi samazināt problēmas rašanos. Tā princips ir līdzīgs pusvadītāju silīcija plāksnes SC1 tīrīšanas šķīdumam (pazīstams kā šķidrums 1). Tā galvenais mehānisms: oksidācijas plēve uz silīcija plāksnes virsmas veidojas, oksidējoties H2O2, ko korodē NaOH, un oksidēšanās un korozija notiek atkārtoti. Tādēļ daļiņas, kas piestiprinātas pie silīcija pulvera, sveķiem, metāla utt.), arī nonāk tīrīšanas šķidrumā kopā ar korozijas slāni; H2O2 oksidēšanās dēļ organiskās vielas uz plāksnes virsmas sadalās CO2, H2O un tiek noņemtas. Šo tīrīšanas procesu silīcija plākšņu ražotāji ir izmantojuši, lai apstrādātu dimanta stieples griešanas monokristāliskā silīcija plāksnītes tīrīšanu, un vietējie un Taivānas akumulatoru ražotāji sērijveidā izmanto silīcija plāksnītes, lai saņemtu sūdzības par samta baltuma problēmām. Ir arī akumulatoru ražotāji, kas izmanto līdzīgu samta iepriekšējas tīrīšanas procesu, lai efektīvi kontrolētu samta baltuma izskatu. Var redzēt, ka šis tīrīšanas process tiek pievienots silīcija vafeļu tīrīšanas procesam, lai noņemtu silīcija vafeļu atlikumus, tādējādi efektīvi atrisinot balto matiņu problēmu akumulatora galā.
secinājums
Pašlaik dimanta stieples griešana ir kļuvusi par galveno apstrādes tehnoloģiju monokristālu griešanas jomā, taču samta baltuma iegūšanas problēmas veicināšanas procesā ir radījuši bažas silīcija plākšņu un akumulatoru ražotājiem, kā rezultātā akumulatoru ražotāji ir nonākuši pie zināmas pretestības silīcija plākšņu griešanai ar dimanta stieples palīdzību. Salīdzinošā balto laukumu analīze liecina, ka tos galvenokārt izraisa atlikumi uz silīcija plākšņu virsmas. Lai labāk novērstu silīcija plākšņu problēmu šūnā, šajā rakstā tiek analizēti iespējamie silīcija plākšņu virsmas piesārņojuma avoti, kā arī ieteikumi un uzlabošanas pasākumi ražošanā. Atkarībā no balto plankumu skaita, apgabala un formas var analizēt un uzlabot cēloņus. Īpaši ieteicams izmantot ūdeņraža peroksīda un sārmu tīrīšanas procesu. Veiksmīgā pieredze ir pierādījusi, ka tas var efektīvi novērst samta baltuma iegūšanas problēmu, ko rada dimanta stieples griešana silīcija plāksnē, lai sniegtu informāciju nozares pārstāvjiem un ražotājiem.
Publicēšanas laiks: 2024. gada 30. maijs